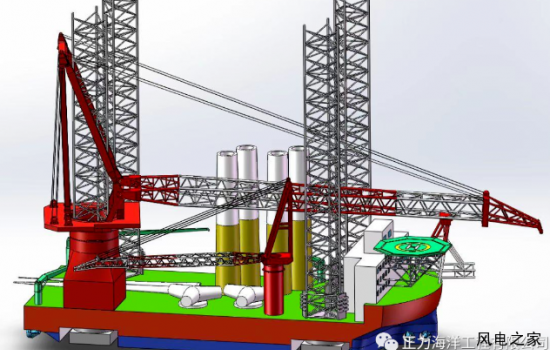
“装船完成,准备出运!”随着码头现场指挥员的一声令下,由三航局南通海洋公司承制的三峡新能源广东省阳江市阳西沙扒300兆瓦海上风电项目首个复合筒单柱成功发运,这是迄今为止中交集团所承接制作的最大直径、最大变径钢管桩。
改进装备抢进度
此次承制的复合筒单柱整桩呈锥筒型结构,共17个筒节、12个变径段。在总长31米变径段范围内,筒节直径从7.5米变到12米,每米变径达145毫米。制作环节极富挑战性。
磨刀不误砍柴工,为了保证项目进度,南通海洋公司第一时间根据图纸作出改造滚轮架以及焊接平台装备的决定,为每个不同尺寸规格的筒节“量身打造”生产线。
在保证滚轮架工作安全的大前提下,技术团队自主设计了滚轮架垫高块,可以实现不同变径段筒节快速组对,抬高轨道铺设滚轮架,以此实现单柱轴线和地面平行。
攻坚克难巧创新
由于单个筒节宽度为2.4米,单个管节在进行拼接时,滚轮架布置好后活动间隙小于100毫米,锥筒极其容易窜动,放在改装前的滚轮架上会有极大倾倒的风险。
南通海洋公司经过多次开会协商,决定采用竖状“叠罗汉”组对方式进行加工,确保重心稳定,之后进行打底焊接固定,翻身至已铺设好的滚轮架上进行环缝焊接。
同时,为了保证平放焊接筒节外部纵缝的施工要求高度,南通海洋公司自主设计了专用的焊接架,可以满足11米-13米高度的环缝焊接需求,且实现高度自动升降调节的同时具备移动功能,大大降低了制作成本。
其间,技术团队还运用了BIM技术模拟车间空间,确保焊接架升降行程,摆放位置,移动范围均满足使用要求且不和车间现有构筑物碰撞。
精益求精保质量
南通海洋公司制定新型焊接(组合焊)工艺,埋弧焊接完内部纵缝后,筒节翻身立式焊接外部纵缝,该工艺保证了超大直径锥筒纵缝焊接的安全性。
锥直交接的焊缝存在很大焊接应力,难以保证焊接质量,易出现锥直交接段焊缝由于焊接应力整条焊缝出现焊接裂纹,且无法返修。
针对如此情况,南通海洋公司一方面充分利用公司智能焊接云平台,严格控制焊接电流电压;另一方面严格控制焊丝、焊剂的烘干和保温要求,做好施工现场焊接的预热和后热工作。
焊接结束后,利用购买的专业超声波震动消应力设备,对整条焊缝进行超声波锤击,确保焊缝应力消除率符合规定要求,从而确保了复合筒单柱基础所有焊缝一次性检测合格率达99%。
来源 中交三航
品牌推广


联系我们微信平台 微信公众平台作为中国农机工业协会风力机械分会官方信息发布平台,实时发布最新的公告通知、行业信息、 等重要资讯,为业内人士搭建掌握行业动态的重要平台。
电话 010-68596009
邮箱 fncy@cweea.com.cn官网 www.cweea.com.cn